
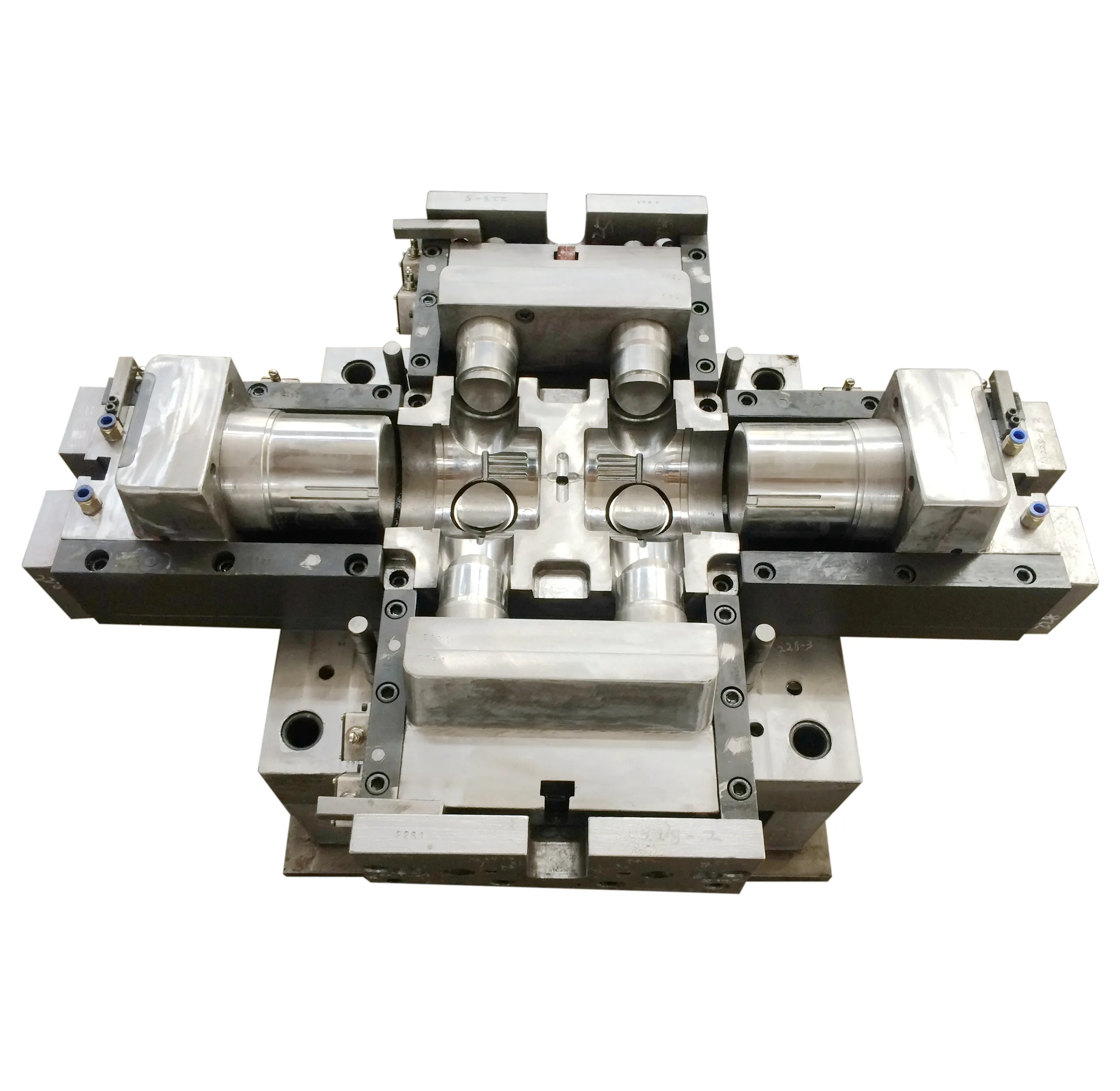
PVC-T-Stück mit Form für Türrohrverschraubung
Formname:PVC-T-Stück mit Form für Türrohrverschraubung
Hohlraum: 4 Hohlräume
Formgröße: 48 mm
Formstahl: Deutschland 2316, China 2316 oder 4cr13 für den Hohlraum und den Kern
Tor: direktes Tor
Formstruktur: Ölzylinder
Härte des Kerns/Hohlraums: HRC 40–45 °Grad nach Vakuumwärmebehandlung
Spritzgießmaschine: 320 T
Hongjin Mould Co.,Ltd wurde 2002 gegründet. Wir verfügen über mehr als 23 Jahre Erfahrung mit Rohrverbindungsformen. Bei der PVC-Bodenablaufform wird Edelstahl für den Formhohlraum und den Kern verwendet.
Wir freuen uns auf eine lange Zusammenarbeit mit Ihnen.
Im Folgenden finden Sie die wichtigsten Informationen zu Ihrer Information.
PVC-Injektionsproblem und die Lösung
1. Materialmangel: Das Phänomen, dass die Form nicht gefüllt werden kann, tritt häufig bei der Herstellung von Einspritzrohrverbindungen auf. Wenn die Spritzgießmaschine gerade erst zu arbeiten beginnt, ist der Wärmeverlust des geschmolzenen PVC-Materials aufgrund der zu niedrigen Formtemperatur groß, es lässt sich leicht eine frühe Erstarrung erzeugen, der Widerstand des Formhohlraums ist groß und das Material kann nicht in den Formhohlraum gefüllt werden. Dieses Phänomen ist ganz normal, aber auch vorübergehend, da es nach kontinuierlicher Injektion des digitalen Modells automatisch verschwindet. Wenn die Form nicht ständig gefüllt werden kann, berücksichtigen Sie die folgenden Situationen und nehmen Sie entsprechende Anpassungen vor:
1: Die Temperatur des Injektionsmaterials ist niedrig und die Fließfähigkeit ist schlecht, daher kann die Heiztemperatur entsprechend erhöht werden, um die Plastifizierung und Fließfähigkeit des Materials zu verbessern.
2: Der eingestellte Spritzgießzyklus ist kurz oder nicht genügend Material vorhanden. Es kann angebracht sein, die Einspritzzeit zu verlängern und die Solmenge zu erhöhen.
3: Wenn der eingestellte Druck zu niedrig ist oder der Zeitpunkt der Umstellung von Einspritzdruck auf Nachdruck zu früh ist, kann der Einspritzdruck entsprechend erhöht oder der Zeitpunkt der Umstellung von Nachdruck angepasst werden.
4: Die Einspritzgeschwindigkeit ist niedrig, die Einspritzgeschwindigkeit kann entsprechend erhöht werden.
5: Da die Strukturgröße des Strömungskanalsystems klein ist, kann es angebracht sein, das Volumen des Hauptkanals, des Nebenkanals oder des Tors zu vergrößern, um es zu vergrößern
6: Formauslass ist nicht gut, es kann angebracht sein, die Anschnittposition zu ändern oder eine Auslassnut zu öffnen.
7: Eine dünnwandige Füllform ist schwierig, die Struktur des Produkts kann angepasst oder das Angusssystem geändert werden.
 RELATED
RELATED









 WhatsApp
WhatsApp Telefon
Telefon