
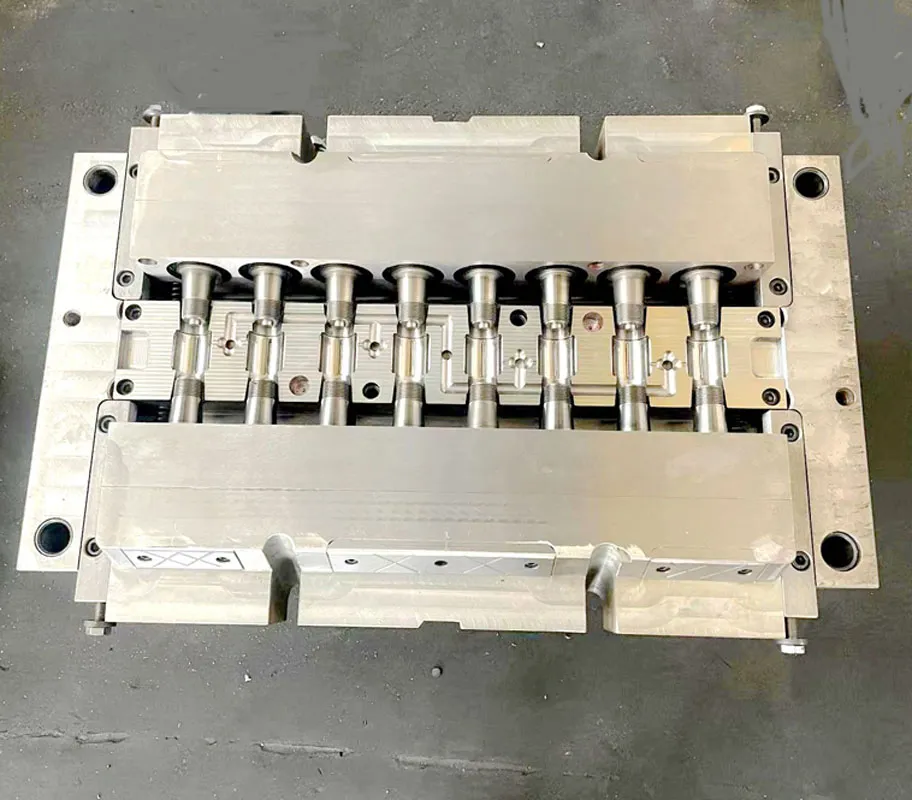
Form für UPVC-Muffenrohrverschraubungen
Formname:Form für UPVC-Muffenrohrverschraubungen
Hohlraum: 2 Hohlräume
Formgröße: 110 mm
Formstahl: Deutschland 2316, China 2316 oder 4cr13 für Hohlraum und Kern
Tor: direktes Tor
Formstruktur: Nocken
Härte des Kerns/Hohlraums: HRC 40–45 °Grad nach Vakuumwärmebehandlung
Spritzgießmaschine: 320T
Taizhou Huangyan Hong Jin Mold Co., Ltd wurde 2002 gegründet. Wir sind seit mehr als 23 Jahren professionell in der Entwicklung und Herstellung von Rohrverbindungsformen.
Wir freuen uns auf eine lange Zusammenarbeit mit Ihnen.
Im Folgenden finden Sie die wichtigsten Informationen zu Ihrer Information.
Schwierigkeiten in der Entwurfsphase der PVC-Form
Komplexes Läufer- und Tordesign
Schwierigkeit: PVC-Schmelze hat eine hohe Viskosität und schlechte Fließfähigkeit. Um alle Teile des Formhohlraums (insbesondere die dünnwandigen und distalen Teile) gleichzeitig und gleichmäßig zu füllen, ist die Gestaltung des Strömungskanals (Haupt- und Zweigkanäle) und des Anschnitts von entscheidender Bedeutung.
Spezifische Herausforderungen:
Ausgeglichener Strömungskanal: Stellen Sie sicher, dass der Druckabfall und die Fließzeit von der Düse der Spritzgießmaschine bis zum Ende jeder Kavität konsistent sind, um Phänomene einer kurzen Einspritzung (unzureichende Füllung) oder einer übermäßigen Druckhaltung (Überlauf, hohe innere Spannung) zu vermeiden.
Anschnittposition und -form: Eine unsachgemäße Wahl der Anschnittposition kann dazu führen, dass Schweißspuren im schwach drucktragenden Bereich auftreten und den Berstdruck der Rohrverbindungsstücke erheblich beeinträchtigen. Auch die Größe des Tores muss genau berechnet werden. Wenn es zu klein ist, erzeugt es beim Scheren viel Wärme und neigt zur Zersetzung; Wenn es zu groß ist, wird die Abkühlung langsam sein, der Zyklus wird lang sein und es wird schwierig sein, den Anschnitt zu entfernen.
Form für UPVC-Muffenrohrverschraubungen

Kaltmaterialschacht und Abluft: PVC lässt sich leicht kühlen, und es muss ein effektiver Kaltmaterialschacht entworfen werden, um das vordere Kaltmaterial aufzufangen. Gleichzeitig sind komplexe Hohlräume anfällig für Gaseinschlüsse, und es ist notwendig, angemessene und ausreichende Abluftschlitze einzurichten, da es sonst zu Problemen wie Verbrennung (Zersetzung) und Materialmangel kommen kann.
Gestaltung der Kavität und Schätzung der Schrumpfungsrate
Schwierigkeit: Die Formschrumpfungsrate von PVC ist kein fester Wert und wird von verschiedenen Faktoren wie Harzqualität, Formel (z. B. Füllstoffgehalt), Prozessparametern (Temperatur, Druck) usw. beeinflusst.
Spezifische Herausforderung: Konstrukteure müssen auf der Grundlage ihrer Erfahrung und eines umfassenden Materialverständnisses verschiedenen Teilen der Form unterschiedliche Schrumpfungsraten zuweisen. Beispielsweise ist die Schrumpfungsrate von dickem und dünnem Fleisch unterschiedlich, und auch die Schrumpfungsrate entlang der Fließrichtung und der vertikalen Richtung ist unterschiedlich. Ungenaue Schätzungen können zu Maßabweichungen im Endprodukt führen, insbesondere bei der Gewindeanschlussgröße und der Muffengröße der Rohrverbindungen.
Kühlsystemdesign
Schwierigkeit: PVC ist ein wärmeempfindliches Material, das in der Form effizient und gleichmäßig gekühlt werden muss.
Spezifische Herausforderungen:
Gleichmäßige Kühlung: Unregelmäßige Rohrstrukturen und ungleichmäßige Wandstärken führen zu ungleichmäßigen Abkühlungsraten. Die Teile schrumpfen bei langsamer Abkühlung stärker, was zu Schrumpfungsmarken, Verformungen und inneren Spannungen führt.
Anordnung der Wasserwege: Bei komplexen Formrahmen und -kernen ist es notwendig, die Kühlwasserwege so nah und ausbalanciert wie möglich an der Oberfläche des Formhohlraums anzuordnen, was eine große Herausforderung für die Verarbeitungsfähigkeit darstellt. Eine ungleichmäßige Kühlung führt direkt zu verlängerten Produktionszyklen und einer verringerten Produktausbeute.
Design des Entformungssystems
Schwierigkeit: PVC-Fittings haben meist Innengewinde, umgekehrte Schnallen oder komplexe Rippenstrukturen.
Spezifische Herausforderungen:
Kernziehmechanismus: Um eine Entformung zu erreichen, müssen komplexe Gleitblöcke, geneigte Oberteile und andere Kernziehmechanismen konstruiert werden. Die Konstruktion dieser Einrichtungen muss präzise, zuverlässig, laufruhig und störungsfrei sein und über ausreichende Festigkeit und Verschleißfestigkeit verfügen.
Top-Out-Balance: Die Anordnung des Top-Pins muss sicherstellen, dass die Rohrverbindungsstücke sanft und synchron herausgedrückt werden. Jedes Ungleichgewicht kann dazu führen, dass das Produkt weiß wird, sich verformt oder sogar zerbricht.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED








 WhatsApp
WhatsApp Telefon
Telefon